
FORNEY 85650 250 Multi Machine Spool Gun

ITEM# 85650
SPOOL GUN QUICK START GUIDE
250 MULTI-MACHINE SPOOL GUN
- Read user manual

- Machine selection
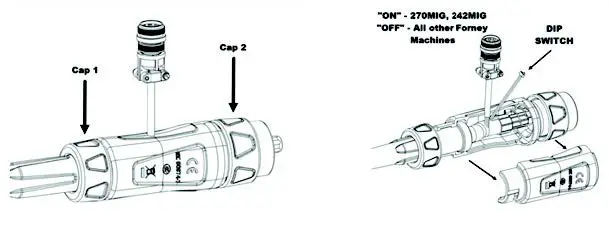
Open the back-end housing on the power cable of the spool gun by turning each of the end caps (cap 1 and cap 2) counterclockwise. This will allow half of the housing to be removed. Inside of the housing, you will find a small DIP switch. If using a Forney 270 MIG or 242 Dual MIG, set the switch to the “On” position. Set the switch to the “Off” position for use with all other Forney machines.
Inside of the housing, you will find a small DIP switch. If using a Forney 270 MIG or 242 Dual MIG, set the switch to the “On” position. Set the switch to the “Off” position for use with all other Forney machines.
Re-assemble and close the back-end housing. - Install a fresh spool of welding wire into the spool compartment.
 Guide the free end of the welding wire through the wire feed mechanism.
Guide the free end of the welding wire through the wire feed mechanism. Close and apply tension to the wire feed mechanism. Ensure that the wire is feeding through the bottom groove of the drive roller.
Close and apply tension to the wire feed mechanism. Ensure that the wire is feeding through the bottom groove of the drive roller.
NOTE: More tension is not better! Apply just enough wire feed tension to keep the wire feeding smoothly and continuously. - Machine setup.
If using a Forney multi-process (MP) machine, ensure process selector is set to “MIG”.
MIG welding aluminum is a DCEP+ process.
Forney® 220 MP: Forney® 190 MP:
Forney® 190 MP: 

 Inside of the housing, you will find a small DIP switch. If using a Forney 270 MIG or 242 Dual MIG, set the switch to the “On” position. Set the switch to the “Off” position for use with all other Forney machines.
Inside of the housing, you will find a small DIP switch. If using a Forney 270 MIG or 242 Dual MIG, set the switch to the “On” position. Set the switch to the “Off” position for use with all other Forney machines. Guide the free end of the welding wire through the wire feed mechanism.
Guide the free end of the welding wire through the wire feed mechanism.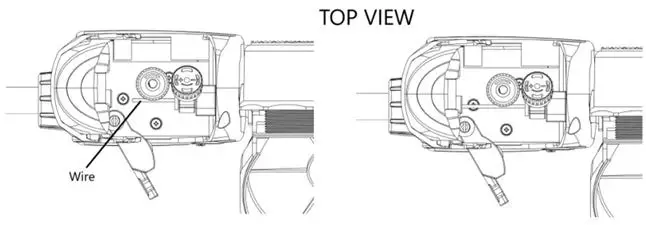 Close and apply tension to the wire feed mechanism. Ensure that the wire is feeding through the bottom groove of the drive roller.
Close and apply tension to the wire feed mechanism. Ensure that the wire is feeding through the bottom groove of the drive roller.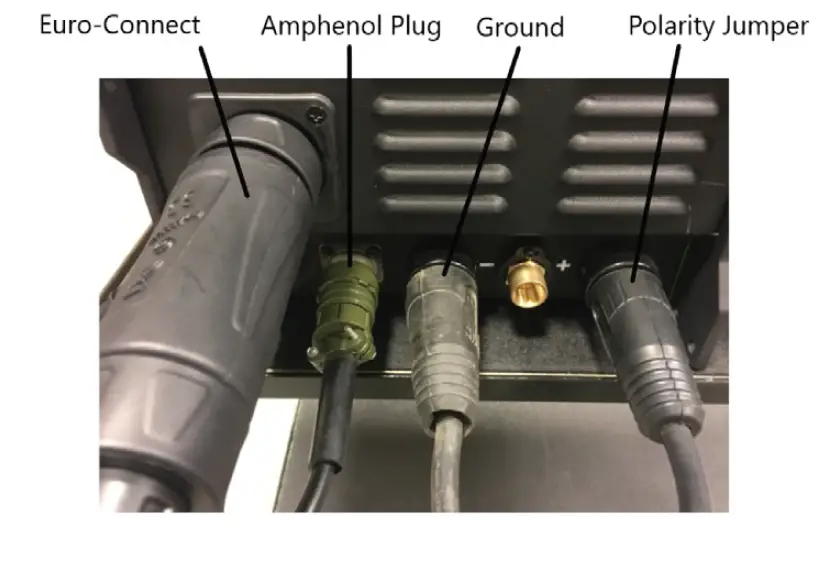 Forney® 190 MP:
Forney® 190 MP: 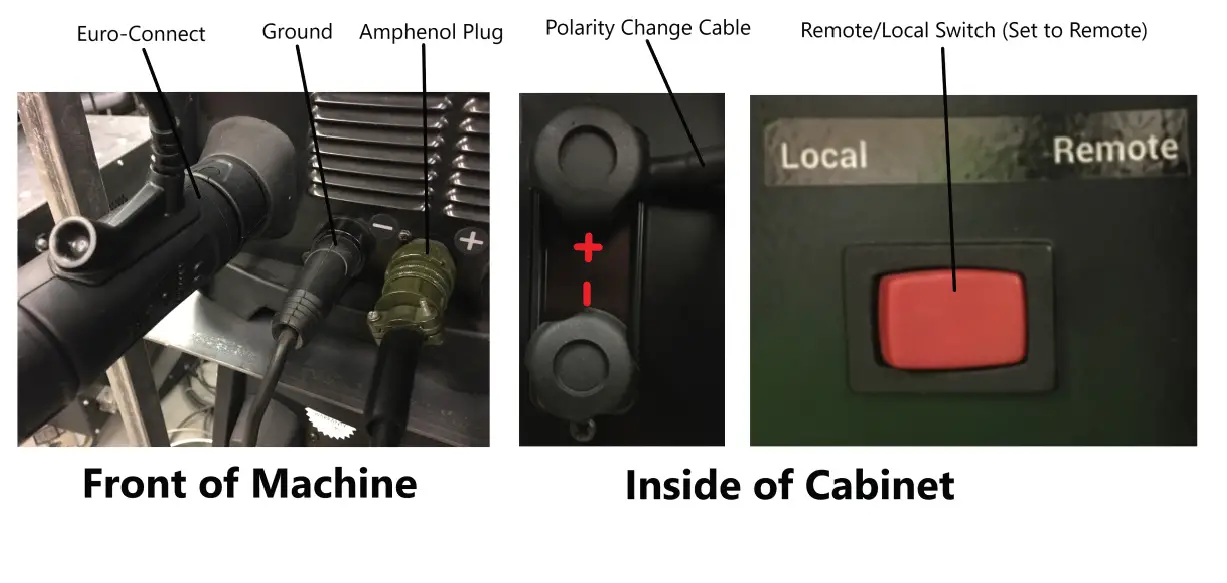
SPOOL GUN TROUBLESHOOTING TIPS
- TIP #1
To prevent burn-back issues, always use contact tips that are one size larger than the selected welding wire. For example, if using 0.030” wire, use an 0.035” contact tip - TIP #2
When welding aluminum, ALWAYS use 100% pure Argon shielding gas - TIP #3
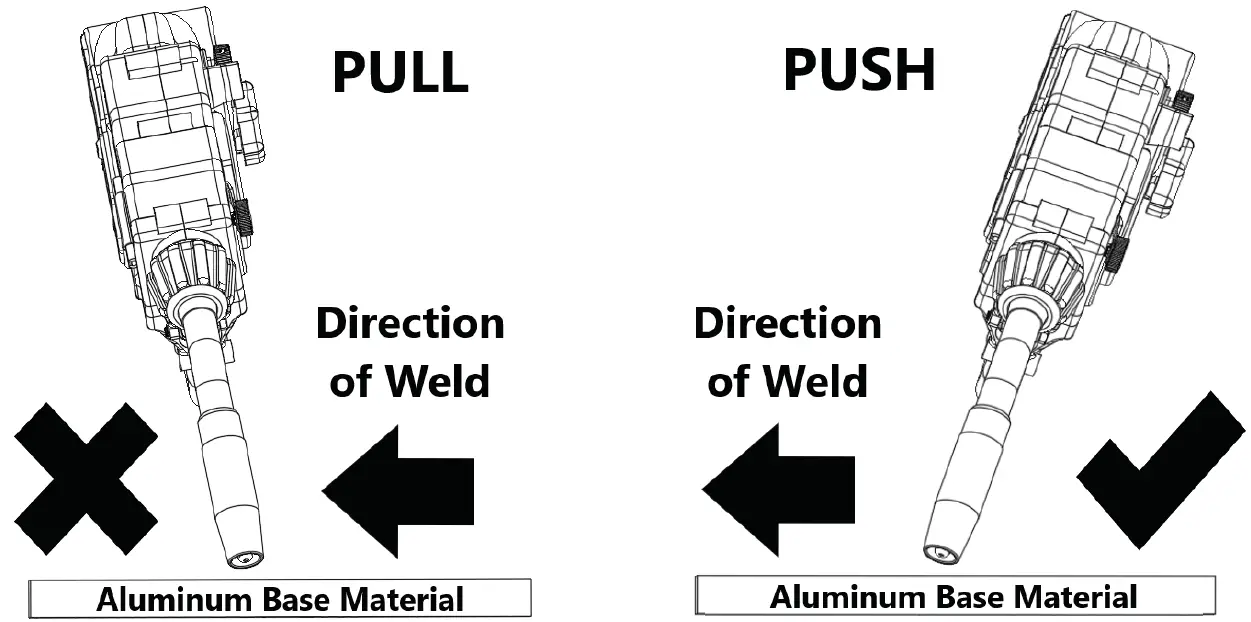
Use a slight push angle when using a spool gun
| Basic MIG Settings for 4XXX Series Aluminum | |||||||
| Material Thickness | Wire Diameter | Voltage (V) | Wire Feed Speed (IPM) | Material Thickness | Wire Diameter | Voltage (V) | Wire Feed Speed (IPM) |
| 22 GA | 0.030 | 13.5 | 200 | 1/8” | 0.030 | 25 | 450 |
| 0.035 | 13.5 | 150 | 0.035 | 25 | 410 | ||
| 0.047 | N/A | N/A | 0.047 | 20.5 | 200 | ||
| 0.030 | 13.5 | 240 | 0.030 | 25 | 500 | ||
| 20 GA | 0.035 | 13.5 | 220 | 3/16” | 0.035 | 25 | 450 |
| 0.047 | N/A | N/A | 0.047 | 20.5 | 220 | ||
| 18 GA | 0.030 | 14.5 | 290 | 1/4” | 0.030 | 28.5 | 550 |
| 0.035 | 14 | 220 | 0.035 | 27 | 525 | ||
| 0.047 | N/A | N/A | 0.047 | 27.5 | 250 | ||
| 0.030 | 15.5 | 340 | 0.030 | 29 | 600 | ||
| 16 GA | 0.035 | 15 | 250 | 3/8” | 0.035 | 28 | 550 |
| 0.047 | N/A | N/A | 0.047 | 27.5 | 260 | ||
| 14 GA | 0.030 | 16.5 | 370 | 1/2” | 0.030 | N/A | N/A |
| 0.035 | 15 | 270 | 0.035 | 29 | 600 | ||
| 0.047 | N/A | N/A | 0.047 | 28 | 280 | ||
| 0.030 | 17.5 | 425 | 0.030 | N/A | N/A | ||
| 12 GA | 0.035 | 17 | 325 | 3/4” | 0.035 | N/A | N/A |
| 0.047 | N/A | N/A | 0.047 | 30 | 290 | ||
| Always use 100% Pure Argon when welding aluminum | |||||||
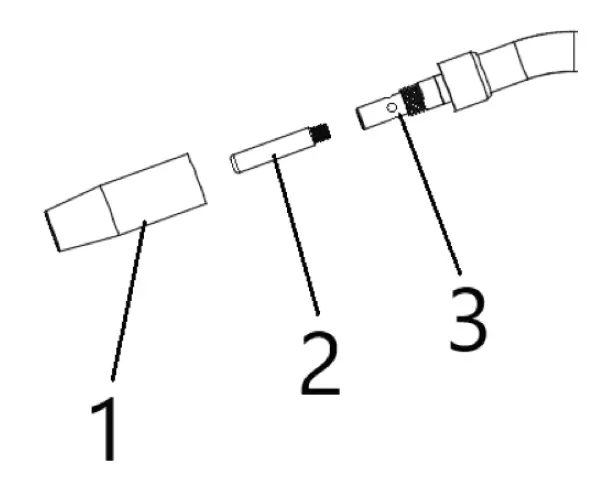
| ITEM | Description | Industry Standard # |
| 1 | Gas Nozzle | TWECO Style 23-50 |
| 2 | 0.030” Contact Tip | TWECO Style 14H-30 |
| 2 | 0.035” Contact Tip | TWECO Style 14H-35 |
| 2 | 0.045” Contact Tip | TWECO Style 14H-45 |
| 3 | Gas Diffuser | TWECO Style 52FN |
FIND MORE INFORMATION AT FORNEYIND.COM
QUESTIONS OR TROUBLE? Contact Forney Industries at 1-800-521-6038 [email protected] forneyind.com



















