
Forney 320 FLEX 30 Plasma ST User Guide
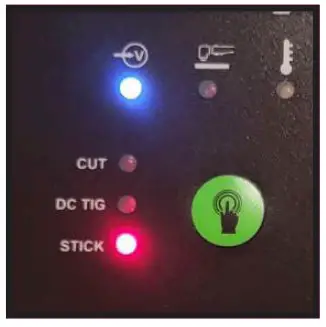
Select ![]() DC TIG process
DC TIG process

Connect TIG torch and ground clamp

Connect TIG torch lead to gas (100% Argon)


Adjust amperage per material thickness

Connect to input power
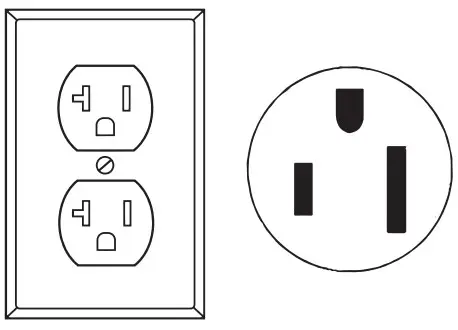
Dedicated Circuit 240VAC – 50A breaker recommended or 120VAC – 20A outlet, 30A breaker
- Generator OK with continuous output > 4,000 W (120V) or 10,000 W (240V)
- Extension cord: #12 AWG (120V) or #10 AWG (240V) or larger. 25’ (8m) or shorter recommended
- Always follow local electrical codes
Use lift arc technique to initiate a welding arc.
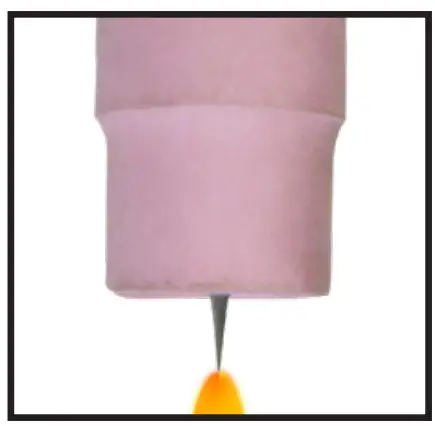
ELECTRODE IS ALWAYS ELECTRICALLY HOT WHILE IN TIG MODE
TIG TROUBLESHOOTING TIPS
Fault codes
Duty-cycle exceeded or insufficient air flow. Allow machine to cool. Ensure vents are clear of obstacles. See manual.
Incorrect input power. Verify machine is plugged into an appropriate power source. Use proper extension cords. See manual.

Electrode is shorted or stuck to workpiece. Separate the electrode or tungsten from the workpiece and fault will clear. See manual.

![]() Aluminum welding
Aluminum welding

- Not recommended for this machine.
- Output is DC only which is not recommended for TIG welding aluminum.
Workpiece grounding
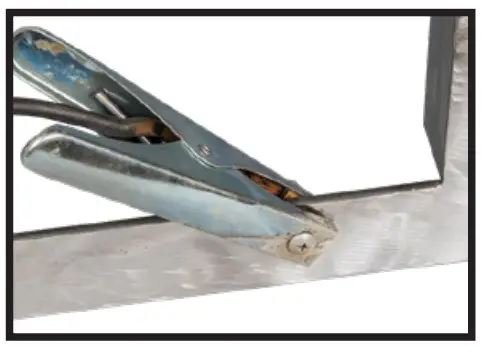
Connect ground clamp to clean, bare metal. No rust, paint or other coatings. Attach the ground clamp directly to the workpiece if you are experiencing issues.
Frequently tripping circuit breaker or exceeding duty-cycle
 Welder should be the only thing plugged into the circuit.
Welder should be the only thing plugged into the circuit.
Low weld output or poor fusion
- Usually due to low input power.
- Welder should be only thing plugged into circuit.
- Avoid using extension cords. If one must be used, it must be #12 AWG (120V) or #10 AWG (240V) or larger; 25’ (8m) or shorter.
- Generators must be 10,000 W (240 V) or 4,000 W (120 V) continuous output and not have a low-idle function (or have it disabled).
QUESTIONS OR TROUBLE? Contact Forney Industries at 1-800-521-6038 [email protected] • askforney.com • forneyind.com
Select ![]() STICK process
STICK process
Connect electrode holder and ground clamp according to desired polarity

Usually DCEP – Electrode Positive
 Connect to input power
Connect to input power
Dedicated Circuit 240VAC – 50A breaker recommended or 120VAC – 20A outlet, 30A breaker
- Generator OK with continuous output > 4,000 W (120V) or 10,000 W (240V)
- Extension cord: #12 AWG (120V) or #10 AWG (240V) or larger. 25’ (8m) or shorter recommended
- Always follow local electrical codes
Adjust amperage per settings chart on the welder
Recommended electrodes
| Electrode | Diameter | Amperage | |
| Inches | MM | AMPS | |
| E6010 & E6011 | 3/32 | 2,4 | 30-75 |
| 1/8 | 3,2 | 35-125 | |
| 5/32 | 4,0 | 80-160 | |
| E6013 | 1/16 | 1,6 | 10-50 |
| 3/32 | 2,4 | 40-90 | |
| 1/8 | 3,2 | 50-130 | |
| 5/32 | 4,0 | 90-160 | |
| E7014 | 3/32 | 2,4 | 40-90 |
| 1/8 | 3,2 | 60-130 | |
| 5/32 | 4,0 | 90-160 | |
| E7018 | 3/32 | 2,4 | 50-80 |
| 1/8 | 3,2 | 80-160 | |
| 5/32 | 4,0 | 90-160 | |
*Performance may vary by brand
FIND STICK WELDING TIPS AT WWW.ASKFORNEY.COM
STICK TROUBLESHOOTING TIPS
Fault codes
Duty-cycle exceeded or insufficient air flow. Allow machine to cool. Ensure vents are clear of obstacles. See manual.
Incorrect input power. Verify machine is plugged into an appropriate power source. Use proper extension cords. See manual.
Electrode is shorted or stuck to workpiece. Separate the electrode or tungsten from the workpiece and fault will clear. See manual.
![]() Aluminum welding
Aluminum welding
- Not recommended for this machine.
- Output is DC only which is not recommended for TIG welding aluminum.
Workpiece grounding
Connect ground clamp to clean, bare metal. No rust, paint or other coatings. Attach the ground clamp directly to the workpiece if you are experiencing issues.
Frequently tripping circuit breaker or exceeding duty-cycle
 Use 5/32” diameter electrodes or smaller. Some 5/32” will draw too much amperage (stick).
Use 5/32” diameter electrodes or smaller. Some 5/32” will draw too much amperage (stick).
![]() Trying to weld single pass on material larger than 3/8” thick is not possible with this machine. Multi-pass recommended for thicker materials.
Trying to weld single pass on material larger than 3/8” thick is not possible with this machine. Multi-pass recommended for thicker materials.
![]() Welding machine should be the only thing plugged into the circuit.
Welding machine should be the only thing plugged into the circuit.
Low weld output or poor fusion
- Usually due to low input power.
- Welder should be only thing plugged into circuit.
- Avoid using extension cords. If one must be used, it must be #12 AWG (120V) or #10 AWG (240V) or larger; 25’ (8m) or shorter.
- Generators must be 10,000 W (240 V) or 4,000 W (120 V) continuous output and not have a low-idle function (or have it disabled).
Select  CUT process
CUT process
Connect to input air
- 60-100 PSI
- > 4.0 CFM
- Clean air
- No oil
- No moisture

Output air pressure is pre-set at the factory

Connect torch and ground clamp
- Connect plasma torch to machine
- Connect ground clamp to PLASMA GROUND dinse socket
Connect to input power
Dedicated Circuit 240VAC – 50A breaker recommended or 120VAC – 20A outlet, 30A breaker
- Generator OK with continuous output > 4,000 W (120V) or 10,000 W (240V)
- Extension cord: #12 AWG (120V) or #10 AWG (240V) or larger. 25’ (8m) or shorter recommended
- Always follow local electrical codes
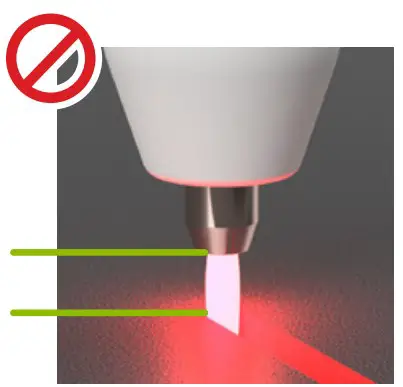
Drag tip on workpiece
OPERATING TIPS
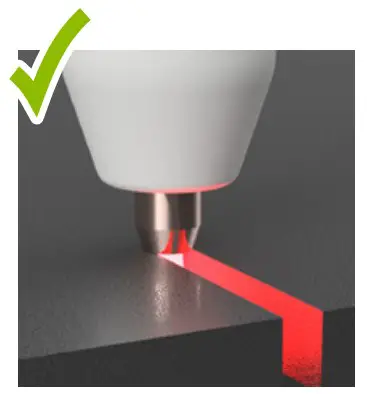
Travel speed


Too fast.Watch spark trail angle.
Cutting capability
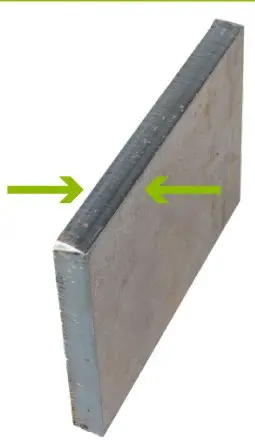
Will cut clean up to 1/2” (12,7 mm)
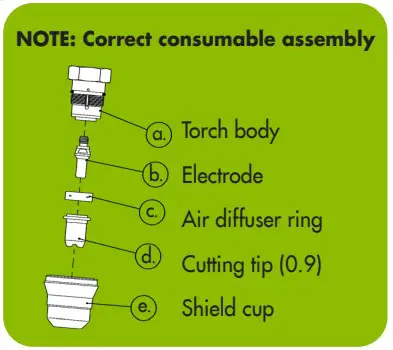
Replace worn consumables

Replacement electrodes – ITEM# 85755 (2-pack)
Replacement cutting tips – ITEM# 85678 (2-pack)
FIND MORE PLASMA CUTTING TIPS AT WWW.ASKFORNEY.COM
TROUBLESHOOTING GUIDE
Fault Codes
Duty-cycle exceeded or insufficient air flow. Allow machine to cool. Ensure vents are clear of obstacles. See manual.
Incorrect input power. Verify power source is 120V or 240V +/- 10%. Use proper extension cords. See manual.
Shield Cup loose or missing. Check consumable assembly. Tighten cup. See manual.
Incorrect input air pressure. Ensure air input meets pressure and flow requirements. 80 PSI and 4.0 CFM recommended. See manual.
Plasma torch is triggered when machine powered on. Release trigger. See manual.
Check that ground clamp is connected to the proper Dinse socket. See manual.
Wrong ground connection for plasma ground. Ensure the ground clamp is connected to the plasma ground Dinse socket. Cycle machine power. See manual.
Expert-Tech Tip: Use an electrically conductive cutting guide to cut expanded metal.



















