
PEGLER 1278951 Soft Solder

installation instructions
installation instructions for soft solder
The following instructions illustrate just how easy it is to make an Endex end feed joint. The fittings use the principle of capillary attraction to allow solder to fill the gap between fitting and tube to form a completely reliable joint.
Endex general range fittings
The reliability of soft soldered joints is greatly influenced by the type of flux used. Yorkshire flux and Traditional Craftsman’s flux are specially formulated for jointing copper tubes with Endex end feed fittings. All fluxes are to some extent, corrosive, but special care should be taken with so-called self cleaning fluxes.
preliminaries
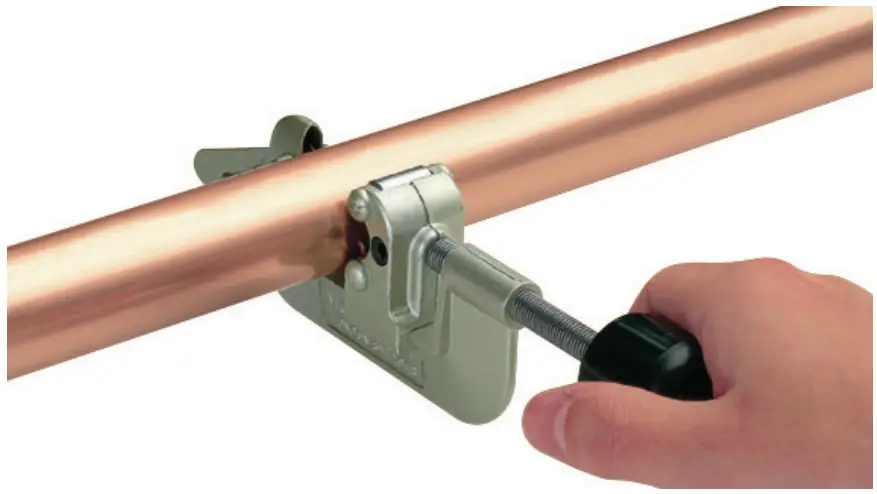
Select the correct size of tube and fitting for the job. Ensure that both are clean, in good condition and free from damage and imperfections. If the tube is oval or damaged, use a re-rounding tool.
preparation
- Cut the tube square using a rotary tube cutter wherever possible. If a hacksaw is used to cut the tube, a fine toothed blade should be used.

- Remove any burrs from the inside and outside of the tube ends using a fine toothed file or a S120 deburring tool from the VSH X Press accessories range.

- Clean the inside of the fitting socket and the outside of the tube with a Yorkshire cleaning pad, fine sandpaper or steel wool.



jointing – soft solder
- Using a suitable brush, apply adequate – but not excessive – flux to both the outside of the tube and the inside of the fitting socket. Do not use your finger.

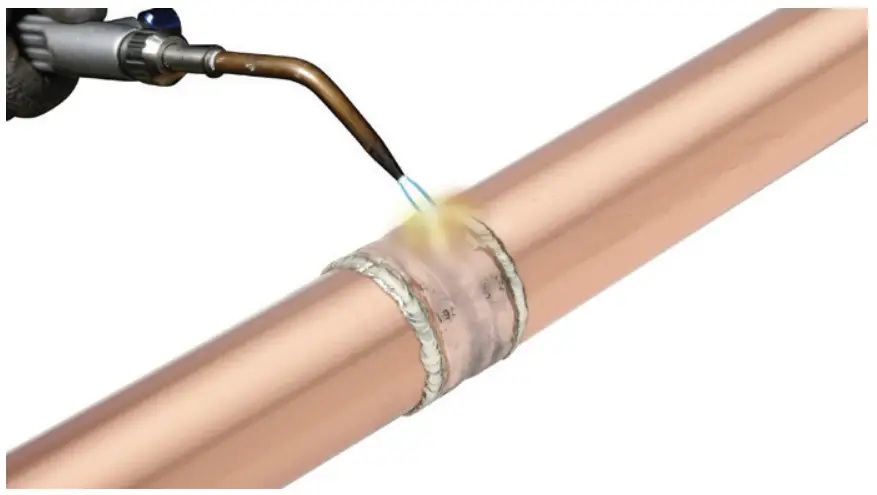
- Insert the tube into the fitting until it reaches the tube stop, then wipe off any excess flux. Heat the assembled joint evenly on all sides.

- Apply solder to the mouth of the fitting. When the correct temperature has been reached the solder will flow freely and be drawn into the joint. Briefly reapply the blowtorch and wipe off any excess solder

- Allow the joint to cool without disturbance. Clean the joint generally, wiping off any external flux residues. This will prevent unsightly stains or (in extreme cases) corrosion of pipework. Flush out the pipework.





fluxes
Yorkshire Flux, Traditional Craftsman’s Flux and Degussa H high duty flux are subject to the requirements of the Control of Substances Hazardous to Health (COSHH) regulations. COSHH sheets are available to download from our website, www.pegleryorkshire.co.uk
heating DZR brass
The corrosion resistance of DZR brass can be adversely affected by heating to temperatures in excess of 400°C. Care should be taken when using hard solder to avoid over heating DZR components.
threaded connectors
Jointing compounds should comply with BS 6956 Part 5 and be WRAS listed. PTFE tape for water and general applications should comply with BS 7786 and satisfy the requirements of BS 6920 Part 1. For gas applications, PTFE tape should comply with BS EN 751-3 (formerly BS 6974)
Female threaded connectors have internal threads to BS EN ISO 228 and should be used for general connections from male threaded fittings to copper pipework.
Male threaded connectors have taper male BSP threads and may require the use of jointing materials. Complete the soldering operation, then apply a WRAS listed jointing compound or PTFE tape to the threads. When installing fittings with parallel connector threads, a good quality jointing washer should be used.
installation instructions for brazing alloys
preliminaries
Select the correct size of tube and fitting for the job. Ensure that both are clean, in good condition and free from damage and imperfections. If the tube is oval or damaged, use a re-rounding tool.
union fittings (UK designation)
Union fittings have metal-to-metal cone joints to BS 1010. Avoid damaging the mating faces and, if required, apply a WRAS listed jointing compound or PTFE tape.
Tighten the joint with a spanner. Where UK designation is given, these are union connections suitable for the UK style markets.
union fittings (European designation)
Where European designated unions are listed, these are for use in European markets. These unions are not interchangeable with each other.
unmade ends
If one or more ends of an Endex fitting are to remain unmade, a short length of correctly sized, uncleaned tube should be inserted into the unjointed end. Keep this section cool by wrapping a wet rag around it while heating the remaining end.
taking apart and remaking Endex joints
Remaking of Endex general range joints is generally not recommended. However, in some situations, joints can be remade by fluxing the tinned portion of the tube and reinserting this into the fitting. Then, heat the joint and end feed the solder. If a new tube is to be used, clean and flux the tube before assembly.
If it is necessary to break into existing pipes for repairs or to fit new branches, slip couplings or tees which have no tube stops make the job easier and avoid disturbing the rest of the system.
adapting imperial to metric with Endex
general range fittings can be easily connected to older imperial sized tube installations through the use of an Endex imperial to metric adaptor coupling. One end of the adaptor fits onto imperial pipe and the other onto metric pipe. Adaptors are available in a variety of size combinations
brazing alloy (hard solder) installation – Endex general range and Endbraze
The same preliminaries and preparation guidelines apply as for soft soldering.
blow torches and their use
For brazing joints, an oxy-propane, oxyacetylene or other torch with a large soft, neutral or slightly reducing flame should be used. This should be kept moving throughout the making of the joint to avoid excessive local heating. It is better to melt the alloy by conduction than by heating it directly with the torch, although a combination of the two techniques can be used to aid the flow of alloy into the joint. The gap between the socket and the tube should be filled with the brazing alloy to leave a small, uniform bead of this alloy around the mouth of the socket.
preparation
- Cut the tube square using a rotary tube cutter wherever possible. If a hacksaw is used to cut the tube, a fine toothed blade should be used.
- Remove any burrs from the inside and outside of the tube ends using a fine toothed file or a S120 deburring tool from the VSH XPress accessories range.
- Clean the inside of the fitting socket and the outside of the tube with a Yorkshire cleaning pad, fine sandpaper or steel wool.
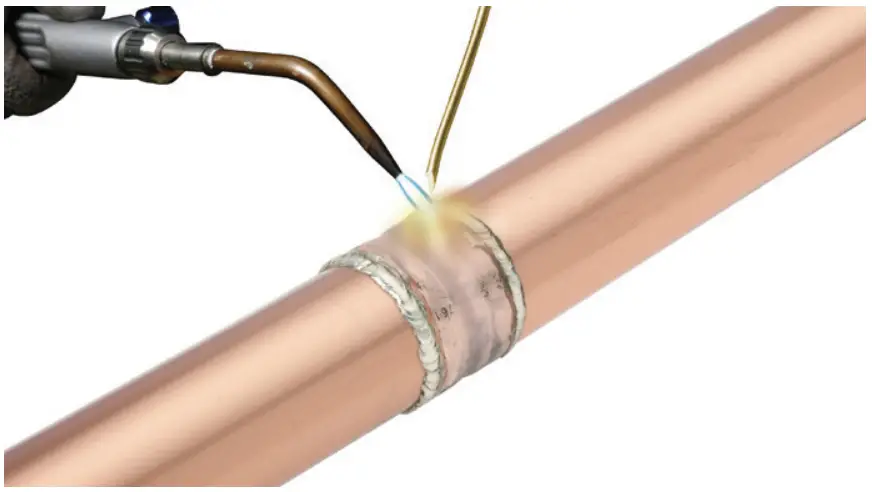
jointing – brazing alloy - Heat the assembled joint evenly on all sides to 700–750°C (red heat in poor daylight).

- Apply the filler rod to the mouth of the fitting, allowing the brazing alloy to melt and flow into the annular gap.

- Allow the joint to cool without disturbance. Clean the joint generally and flush out the pipework.

use of flux with brazing alloys
Refer to table 1 below for details of which fittings and brazing alloys require the use of a flux. Where required, Pegler recommends Degussa H ready mixed flux.
system testing
We recommend all systems are thoroughly tested upon completion.
In hydraulic based installations the system may be tested to 1.5 times the working pressure of the system.
If higher test pressures are required advice should be sought from Pegler.
On completion, compressed air pipeline systems must be properly tested. The system designer and installation contractor must ensure safe methods are selected for system testing which will comply with all current Health and Safety regulation
This may include testing compressed air lines with fluids or compressed air at a limited pressure, or a combination. In any event we do not recommend the maximum working pressure of the product be exceeded during this procedure.
table 1: type of brazing alloys
| Tube to fitting | Copper/phosphorous brazing alloy to BS EN 1044 CP104, CP105 (formerly BS 1845 CP4, CP2) | Silver brazing alloy to BS EN 1044 Ag103 (formerly BS 1845 Ag14) |
| copper to copper | no flux | flux |
| copper to gunmetal | flux | flux |
note:
The maximum temperature and pressure range in any system is dictated by the component with the lowest performance rating
further details
alberts Integrated Piping Systems Ltd St. Catherine’s Avenue / Doncaster South Yorkshire / DN4 8DF / England
tel: +44 (0) 800 1560 050
email: [email protected]
www.pegler.co.uk
















