
DAKE 6-450 Air-Operated Hydraulic Press Air Pump

Read and understand all instructions and responsibilities before operating. Failure to follow safety instructions and labels could result in serious injury.
Dake Corporation
1809 Industrial Park Dr
Grand Haven, MI 49417
www.dakecorp.com
DAKE STANDARD LIMITED WARRANTY
Finished Machines
Dake warrants to the original purchaser the finished machine manufactured or distributed by it to be free from defects in material and workmanship under normal use and service within 1 year (12 months) from the delivery date to the end user.
Parts
Dake warrants to the original purchaser the component part manufactured or distributed by it to be free from defects in material and workmanship under normal use and service within 30 days from the delivery date to the end user.
The standard limited warranty includes the replacement of the defective component part at no cost to the end user.
Sale of Service (Repairs)
Dake warrants to the original purchaser the component part repaired by Dake Corporation at the manufacturing facility to be free from defects in material and workmanship under normal use and service within 90 days from the return date to the end user, as it pertains to the repair work completed. The standard limited warranty includes repair of the defective component part, at no cost to the end user.
Warranty Process
Subject to the conditions hereinafter set forth, the manufacturer will repair or replace any portion of the product that proves defective in materials or workmanship. The manufacturer retains the sole right and option, after inspection, to determine whether to repair or replace defective equipment, parts or components. The manufacturer will assume ownership of any defective parts replaced under this warranty.
All requested warranty claims must be communicated to the distributor or representative responsible for the sale. Once communication has been initiated, Dake Customer Service must be contacted for approval:
Phone: (800) 937-3253
Email: [email protected]
When contacting Dake, please have the following information readily available:
- Model #
- Serial #
- Sales Order #
Purchasers who notify Dake within the warranty period will be issued a Case number and/or a Return Material Authorization (RMA) number. If the item is to be returned per Dake’s request, the RMA number must be clearly written on the exterior packaging. Any item shipped to Dake without an RMA will not be processed.
Warranty Exceptions:
The following conditions are not applicable to the standard limited warranty:
- Part installation or machine service was not completed by a certified professional, and is not in accordance with applicable local codes, ordinances and good trade practices.
- Defects or malfunctions resulting from improper installation or failure to operate or maintain the unit in accordance with the printed instructions provided.
- Defects or malfunctions resulting from abuse, accident, neglect or damage outside of prepaid freight terms.
- Normal maintenance service or preventative maintenance, and the parts used in connection with such service.
- Units and parts which have been altered or repaired, other than by the manufacturer or as specifically authorized by the manufacturer.
- Alterations made to the machine that were not previously approved by the manufacturer, or that are used for purposes other than the original design of the machine.
RETURN & REFUND POLICY
Thank you for purchasing from Dake! If you are not entirely satisfied with your purchase, we are here to help.
Returns
All Dake manufactured / distributed machines, parts and couplings include a 30-day return option. These policies are valid from the date of final shipment to the end user.
To be eligible for a return, the item must be unused and in the same condition as received.
All requested warranty claims must be communicated to the distributor or representative responsible for the sale. Once communication has been initiated, Dake Customer Service must be contacted for approval:
Phone: (800) 937-3253
Email: [email protected]
Once the return request has been approved by Customer Service, a representative will supply a Return Material Authorization (RMA) number. The returned item must have the provided RMA number clearly marked on the outside packaging. Any item received without an RMA number clearly visible on the packaging will not be processed.
An RMA number can only be provided by the Dake Customer Service team and must be obtained prior to the return shipment.
Refunds
Once the item has been received and inspected for damages, a representative will notify the requestor referencing the provided RMA number.
If the return is approved, a refund will be issued to the original method of payment, less a 20% restocking fee. The restocking fee may be waived if an order is placed at the time of return with like-value merchandise.
Transportation costs are the responsibility of the end user and will not be credited upon return approval.
Any item that is returned after the initial 30 days or has excessive/obvious use will not be considered for a full refund.
SAFEGUARDING THE POINT OF OPERATION
ANSI B11.2 – Hydraulic Power Presses –
Safety Requirements for Construction, Care, and Use
It is important that Dake press users have a clear understanding of their responsibility involving the care and use of their Dake hydraulic press, including point-of-operation safe guards. Dake strongly recommends that Dake press users obtain a copy of the current American National Standard Institute (ANSI) B11.2 standard, for a more complete understanding of their responsibilities.
ANSI B11.2 states the following, relative to point of operation safeguarding:
“Normally, only the employer (press user) can determine the requirements of the press productions system components, including the dies and methods for feeding. Therefore, the employer is ultimately responsible to designate and provide the point-of-operation safeguarding system.”
The standard also discusses additional responsibilities of the employer. Some of the key responsibilities are:
- The employer is responsible for the safety, use, and care of the hydraulic power press production system.
- The employer is responsible to consider the sources of hazards for all tasks to be implemented on the hydraulic power press production system.
- The employer is required to eliminate, or control identified hazards in the scope of their work activity.
- The employer is responsible for the training of personnel, caring for, inspecting, maintaining, and operating hydraulic press production systems to ensure their competence.
- The employer is responsible to provide and ensure that point-of-operation safeguarding is used, checked, maintained, and where applicable, adjusted on every production operation performed on a press production system.
A complete and current copy of the ANSI B.11.2 standard can be obtained by contacting the following:
American National Standards Institute
1430 Broadway
New York, NY 10018
AMT – The Association for Manufacturing Technology 7901 Westpark Drive McLean, VA 22102
SPECIFICATIONS
| Model 6-250 | Model 6-450 | |
| Number | 906250 | 906450 |
| Capacity | 50 tons | 50 tons |
| Width between uprights | 32-3/4” | 32-3/4” |
| Width between table channels | 7-1/4” | 7-1/4” |
| Minimum ram to table | 5” | 5” |
| Maximum ram to table | 40” | 40” |
| Ram travel | 10” | 10” |
| Horizontal work head travel | 13-1/4” | 13-3/4” |
| Height | 87” | 87” |
| Weight | 1,100 lbs | 1,150 lbs |
| Base | 43-1/2” x 36” | 43-1/2” x 36” |
| Ram advance speed | 65 ipm | 55 ipm |
| Pressing speed | 3 ipm | 5 ipm |
| Number or pumps | 1 | 2 |
| Air pressure | 90-125 psi | 90-125 psi |
In the space provided record the serial number and model number of the machine. This information is only found on the black and gold Dake tag shown below. If contacting Dake this information must be provided to assist in identifying the specific machine.
| Serial No. | |
| Model No. | |
| Install Date: |
SAFETY
Employer is responsible to perform a hazard/PPE assessment before work activity. Follow recommended precautions and safe operating practices.
Label Placement View
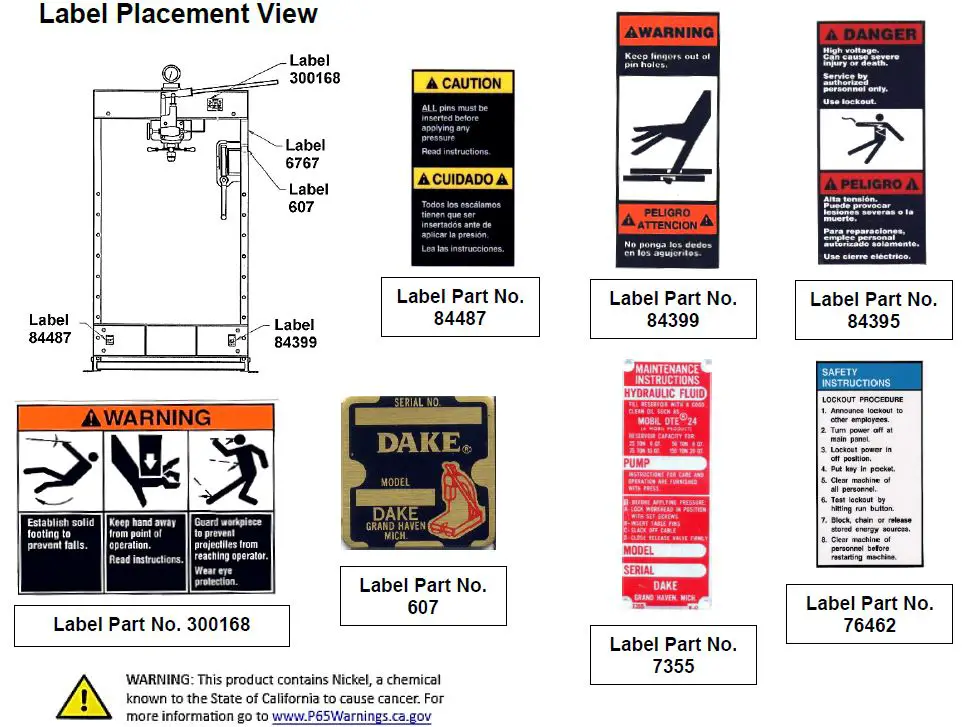
Additional Warnings:
- Carefully read all safety messages in these instructions and on your press safety signs.
- Keep safety labels in good condition. Replace missing or damaged safety labels.
- Do not alter this press from its original state.
- Only use Dake original parts.
- This machine is intended to be operated by one person. This person should be conscious of the press ram movement not only for themselves but also for other persons in the immediate area.
- Tag out procedures must be followed by authorized employees as per OSHA.
SET UP
For shipping convenience some of the parts are not assembled. Assemble these parts in the following order:
- Bolt the base angles to uprights using four provided bolts and nuts. Ensure that the base angles are against the stops on the uprights. The press should set on a level floor with base angles touching the floor at all points, use shims when necessary.
- Connect airline in to street elbow (Item 136) at the right side of the control block. Avoid restrictions in air supply line to ensure ampler air to the air motor. For maximum performance the air supply line should be 1/2” pipe if the distance from the compressor to the press is 0-30 feet, 3/4” line for 30-60 feet, and 1” if distance is greater then 60 feet. WARNING: AIR MUST BE MOISTURE FREE. WATER IN THE AIR LINE COULD CORRODE PRESS BEYOND REPAIR.
- Oil Requirements: Fill the reservoir with Mobil DTE 24 or equivalent oil through the pipeline in back of the press at pipe coupling by removing the pipe plug. Make sure the air source is removed from the reservoir prior to removing the plug. Oil level may be checked, with the ram up, by removing the pipe plug on the right side of the reservoir near the front. Replace plug before operating the press.
Model 6-250 & 6-450, 50-ton presses use 8 quarts. - Attach nose piece to ram by inserting shank into ram and tightening the set screw.
- Place the hoist crank on the lift drum shaft. Turn the hoist crank to relieve the pressure on the table pins. Keeping tension on the hoist crank, remove the table pins one at a time.
- After removing the table pins turn the crank running the table channels from top to bottom. Check to make sure the cable is tracking correctly. The cable should be on each of the two upper pulleys and should track back and forth on the cable drum. Always place table pins under the table channels before releasing the hoist crank when positioning the table channels for cable tracking, servicing, or set-up for desired work opening.
- If a tracking problem exists contact Dake for instructions. Be sure all table pins are fully inserted in place before applying pressure. Always remove or release pressure on the cable before pressure is applied.
OPERATION
The press has been completely tested at the factory and after setting up according to this manual the press is ready for operation. However it is necessary for the operator to acquaint themselves with the controls.
- Three screws (Item 109) are used to lock the workhead in desired position along the head channels.
- The handle on the left side of the control block (Item 76) opens and closes the ball valve which releases the ram pressure. This valve should be kept firmly closed and opened only when it is desired to return the ram to its up position.
- The two table plates and two V-blocks are used for supporting the work in process.
- The control knob (Item 103) on the right side of the panel regulates the speed of ram travel. The knob will return to the off position when released.
WARNING: NEVER EXCEED THE RATED TONNAGE OF THE PRESS.
MAINTENANCE
Recommended to replace hydraulic oil every 6 months of machine use. See step 3 in “SET UP” section for instructions.
LUBRICATION
- Keep all working parts of the press well-oiled for easier operation.
- Keep a light film of oil over the entire surface of the ram to prevent rust.
- Regularly clean off work surfaces and the surrounding work area.
TROUBLESHOOTING
- If the press loses pressure:
- Check all tubing joins for leaks and tighten tube nuts.
- Drain reservoir and remove packing nut (Item 75), valve rod (Item 73), and ball valve (Item 73). Clean out valve seat and reseat ball valve using a brass rod as a drift, striking sharply with a hammer. Reassemble valve rod, packing, and packing nut. Refill reservoir with appropriate oil amount.
- Leakage past educator inlet check ball (Item 69). Drain reservoir, remove large pipe plug (Item 71), valve seat (Item 70), and check ball (Item 69). Clean and inspect seat. Reset ball on seat or replace seat with new part if necessary. Reassemble with ball above the seat tightening plugs.
- Worn leather cup or T-ring seal. If none of the previous conditions seem to have been the cause, the leather cup or T-ring may be worm or damaged. To inspect, drain oil and remove the work head from the press frame. Remove tube assembly (Item 144). Set two 4×4 blocks on the table then raise the table channels with the block up to the bottom of the reservoir applying pressure to the reservoir. Remove roller brackets from the reservoir and lower the work head using the table.
WARNING: Be sure the stroke indicator rod support is installed in the side of the piston. If not, insert 1/2″-13 stud or cap screw into the tapped hole in the piston. This will hold the piston down under spring pressure. Next remove nuts from cylinder flange and lift cylinder off piston. The piston leather or T-ring seal can now be inspected and replaced if necessary. Press may be reassembled in reverse order being careful not to damage the lip of the leather cup or T-ring seal as it enters the cylinder.
Note: A leather cup will only in presses made before 1992 or has a serial number before 192522.
- Press will not develop rated tonnage.
- Dirt under ball valves. Refer to 1 – c above.
- Worn leather cup or T-ring seal. See 1 – d above.
- Relief valve is not set properly. This valve is located on the top side near the right end of the control block at the front of the reservoir. The valve is set at the factory to bypass oil from the pump back to the reservoir when the press reaches its rated capacity. The load on the spring (Item 91), which governs the pressure at which the valve will bypass oil, is adjusted by turning the screw (Item 90) in to increase pressure or out to decrease pressure. Replace seal (Item 89) and cap nut (Item 88).
Note: We advise that the relief valve not be tampered with after it is once set at the capacity of the press.
- Nothing happens when the press is operated.
- Release valve is open. Be sure the release valve is firmly closed when pressing.
- If the ram will come down only a fraction of its rated stroke check the oil level in the reservoir with the ram at the top of its stroke. It should be visible in the sight window at the side of the reservoir.
- Press is operating slow.
- Check the air supply line for restrictions to determine if air motors are getting ample supply of air.
- Release valve not closed properly. Release valve must be firmly closed when using the press.
- Wrong hydraulic fluid. After considerable research and tests made with the cooperation of the pump manufacturer it is recommended that Mobil DTE 24 oil or equivalent is used.
- Oil is coming out if the air vent.
- Drain out the spring chamber by removing the 1/8” pipe plug which is put in the hub or boss that contains the oil seal where the ram extends out of the reservoir. Once oil is drained, run the press up to full tonnage with pipe plug still removed. Excessive oil is a sign that the head seal has been damaged. Refer to troubleshooting reference 1 – d. to replace seal then replace pipe plug.
- Excessive leakage around the ram.
- Drain out the spring chamber as instructed above. A small amount of oil in this chamber facilitates lubricating the bushing the ram passes through and prevents scoring. However if operation performed on the press is spoiled due to the slight leakage of oil, remove the pipe plug as described above and connect tube line to continually drain this chamber.
EXPLODED VIEW & PARTS LIST
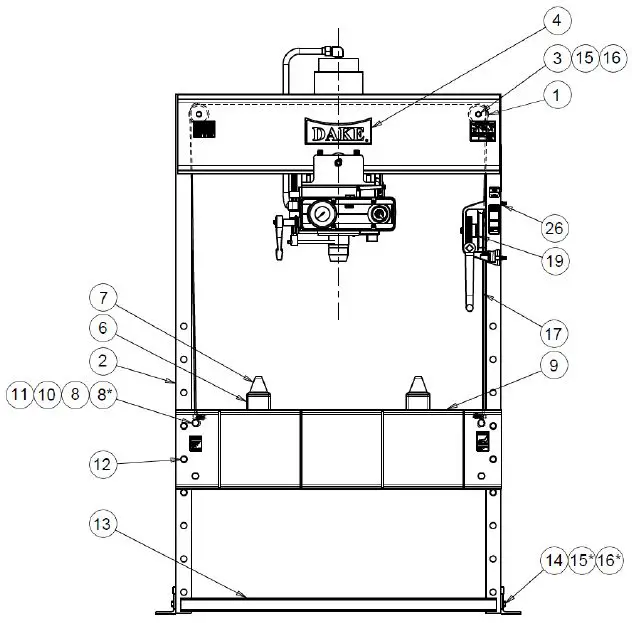
| Item | Part Description | Part No. | Qty |
| 1 | Pulley | 602 | 2 |
| 2 | Frame | 700116 | 1 |
| 3 | Hex Cap Screw (3/8”-16 x 8-1/2”) | 43342 | 2 |
| 4 | Name Plate | 81002 | 1 |
| 6 | Table Plate | 545 | 1 |
| 7 | V-Blocks | 336 | 2 |
| 8 | Table Spacer Assembly | 716692 | 4 |
| 8* | Hex Cap Screw (5/8”-11 x 9-1/2”) | 79981 | 4 |
| 9 | Table Channel | 701091 | 2 |
| 10 | Lock Washer (5/8”) | 43648 | 2 |
| 11 | Hex Nut (5/8”-11) | 43917 | 2 |
| 12 | Table Pin | 569 | 4 |
| 13 | Base Angle | 566 | 2 |
| 14 | Hex Head Bolt (1/2”-13 x 1-1/4”) | 43348 | 4 |
| 15 | Lock Washer (3/8”) | 43633 | 2 |
| 15* | Lock Washer (1/2”) | 43647 | 4 |
| 16 | Hex Nut (3/8”-11) | 43917 | 2 |
| 16* | Hex Nut (1/2”-13) | 43916 | 4 |
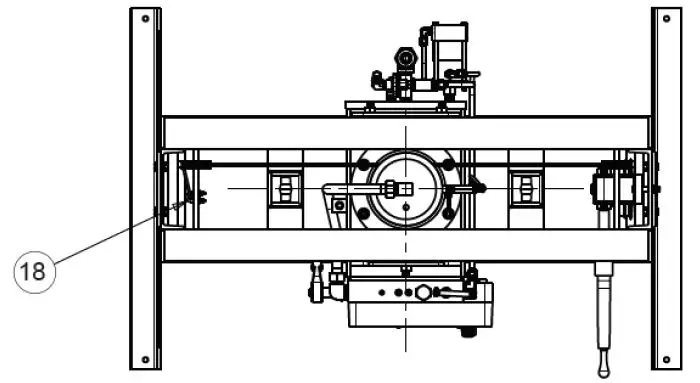
| 17 | Cable (Ø 3/16”) | 45953 | 1 |
| 18 | Cable Clamps | 991 | 4 |
| 19 | Table Hoist Assembly | 701677-S | 1 |
| 26 | Hex Nut (3/8”-16) | 43912 | 4 |
| – | Workhead Assembly | 906251-S | 1 |
POWER UNIT ASSEMBLY
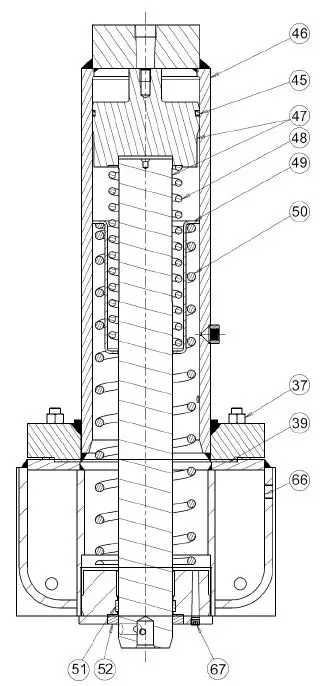
| Item | Part Description | Part No. | Qty |
| 37 | Hex Nut (1/2”-13) | 43916 | 4 |
| 39 | Cylinder Gasket | 9777 | 1 |
| 45 | Packing Ring | 17878 | 1 |
| 46 | Cylinder | 4101P | 1 |
| 47 | Piston Assembly – Serial No. > 192552 | 716225 | 1 |
| 48 | Ram Spring (Small) | 4107 | 1 |
| 49 | Spring Spacer | 4108 | 1 |
| 50 | Ram Spring (Larger) | 4106 | 1 |
| 51 | Wear Ring | 76806 | 1 |
| 52 | Oil Seal | 6020 | 1 |
| 66 | Reservoir Assembly | 716784 | 1 |
| 67 | Pipe Plug | 589 | 1 |
| – | Piston Guide | 87109 | 1 |
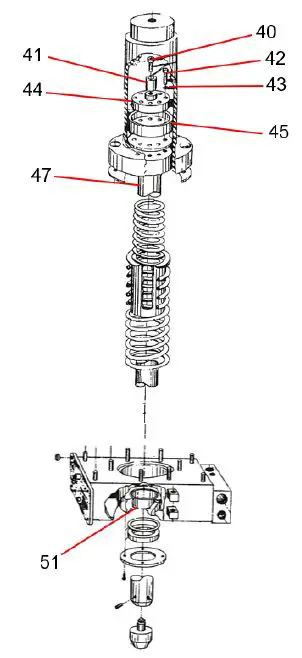
For presses with serial numbers lower than 192522 or made before 1992 refer to this exploded view and parts list for accurate part information. All other parts that are not listed below are the same for all the 50 ton Air Presses and can be found in this manual.
| Item | Part Description | Part No. | Qty |
| 40 | Soc. Cap Screw (1/2”-13 x 1-1/2”) | 43471 | 1 |
| 41 | Piston Bumper | 2221 | 1 |
| 42 | Hex Cap Screw (1/4”-20 x 1”) | 43330 | 4 |
| 43 | Lock Washer (1/4”) | 43645 | 4 |
| 44 | Supporting Ring | 4110 | 1 |
| 45 | Leather Cup | 557 | 1 |
| 47 | Piston Assembly (old) | 701402 | 1 |
| 51 | Piston Bushing | 4111 | 1 |
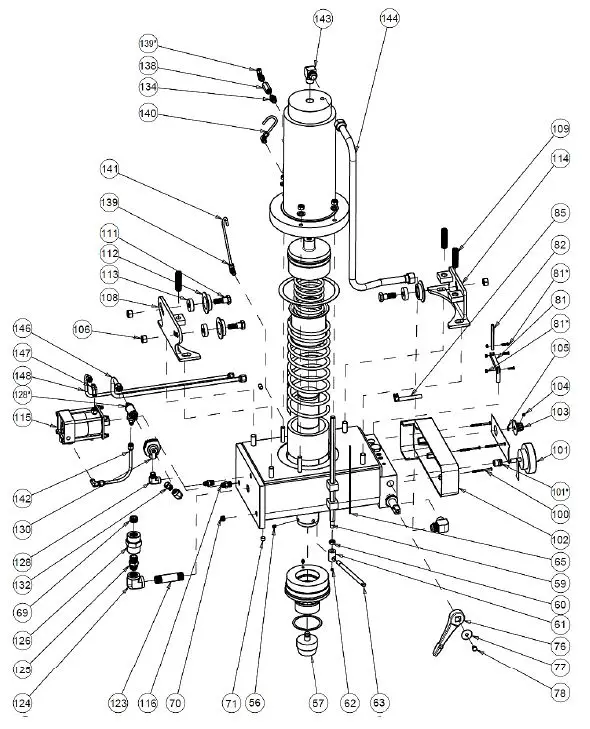
| Item | Part Description | Part No. | Qty |
| 56 | Set Screw (5/16”) | 43575 | 1 |
| 57 | Nose Piece | 701707 | 1 |
| 59 | Stroke Indicator Rod | 2260 | 1 |
| 60 | Hex Jam Nut (1/2”-13) | 43940 | 1 |
| 61 | Stroke Indicator Special Nut | 2259 | 1 |
| 62 | Socket Cap Screw (1/4”-20 x 1/4”) | 43558 | 1 |
| 63 | Stroke Indicator Support Stud | 2258 | 1 |
| 65 | Stroke Indicator Scale | 2261 | 1 |
| 69 | Pipe Plug (3/4” NPTF) | 1745 | 1 |
| 70 | Pipe Plug (3/8” NPTF) | 588 | 4 |
| 71 | Pipe Plug (1/4” NPTF) | 5167 | 1 |
| 76 | Release Valve Handle | 2230A | 1 |
| 77 | Spindle Washer (1-1/2” OD x .4” ID x 1/16”) | 348 | 1 |
| 78 | Hex Cap Screw (3/8”-16 x 3/4”) | 43326 | 1 |
| 81 | Air Control Arm | 6153 | 1 |
| 81* | Slotted Screw (#10-24 x 3/4”) | 43849 | 3 |
| 81* | Locknut (#10-24) | 44350 | 1 |
| 82 | Air Control Link | 6153 | 1 |
| 85 | Air Control Shaft | 6156 | 1 |
| 100 | Machine Screw (#10-24 x 2-3/4”) | 300248 | 4 |
| 101 | Gauge | 71271 | 1 |
| 101* | Special Gauge Bushing | 81384 | |
| 102 | Control Panel | 80743 | 1 |
| – | Control Panel Decal | 6446 | 1 |
| 103 | Control Knob | 2250A | 1 |
| 104 | Socket Head Screw (1/4”-20 x 1/2”) | 43562 | 1 |
| 105 | Base Angle Washer (1/2”) | 43634 | 1 |
| 106 | Hex Nut (Heavy 5/8”-11) | 43917 | 7 |
| 108 | Rear Roller Bracket | 9472 | 1 |
| 109 | Set Screw (3/4”-10 x 3”) | 43616 | 3 |
| 111 | Roller Screw | 1297A | 3 |
| 112 | Flanged Roller | 2244 | 3 |
| 113 | Ball Bearing | 6023 | 3 |
| 114 | Front Roller Bracket | 9473 | 1 |
| 115 | Air Driven Pump | 63453 | 1 |
| 116 | Pipe Fitting (3/8”) | 58226 | 5 |
| 123 | Pipe Nipple (3/4” x 4”) | 1818 | 1 |
| 124 | Pipe Elbow (3/4”) | 74017 | 1 |
| 125 | Pipe Nipple (3/4” x 2”) | 58227 | 1 |
| 126 | Pipe Coupling (3/4”) | 302273 | 1 |
| 128 | Street Elbow (3/8”) | 1264 | 2 |
| 128* | Pipe Tee | 1333 | 1 |
| 130 | Quick Exhaust | 1911 | 1 |
| 132 | Breather Vent | 7368 | 1 |
| 134 | Pipe Bushing (1/4” x 1/8”) | 1100 | 1 |
| 138 | Check Valve (1/4” NPT) | 1841 | 1 |
| 139 | Tube Fitting (1/4” x 1/8” NPTF) | 19576 | 3 |
| 139* | Pipe Reducer Bushing | 1102 | 1 |
| 140 | Tubing | 45927 | 1 |
| 141 | Tubing | 45927 | 1 |
| 142 | Tube Assembly includes 139 | 715274 | 1 |
| 143 | Tube Elbow (7/8” x 3/4” NPTF) | 1944 | 2 |
| 144 | Tube Assembly | 701720 | 1 |
| 146 | Tube Assembly | 701723 | 1 |
| 147 | Tube Elbow (3/8” x 1/4” NPTF) | 1248 | 3 |
| 148 | Tube Assembly (3/8”) | 701725 | 1 |
EDUCTOR BLOCK ASSEMBLY
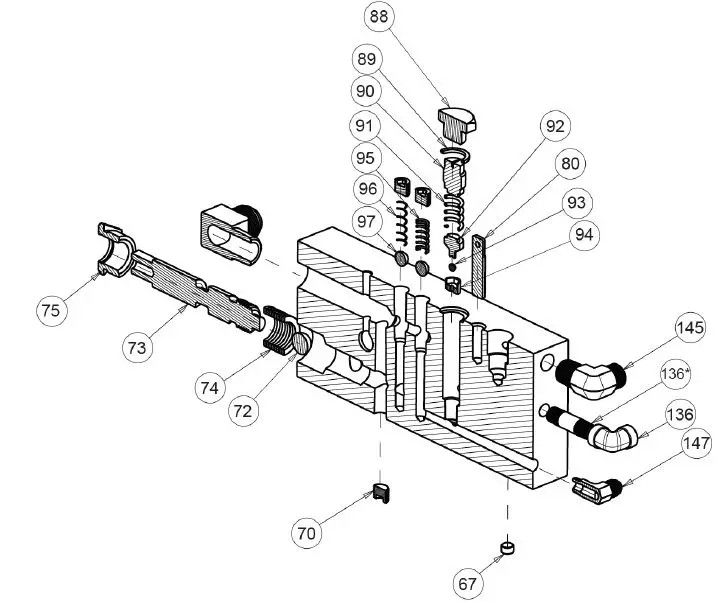
| Item | Part Description | Part No. | Qty |
| 67 | Pipe Plug (1/8”) | 589 | 1 |
| 70 | Pipe Plug (3/8”) | 588 | 4 |
| 72 | Ball Valve (Ø 3/4”) | 1936 | 1 |
| 73 | Release Valve Rod | 2257 | 1 |
| 74 | Valve Packing Washer | 1937 | 8 |
| 75 | Valve Rod Packing Nut | 1931 | 1 |
| 80 | Pivot Pin | 6152 | 1 |
| 88 | Valve Cap Nut | 2236 | 1 |
| 89 | O-Ring | 3965 | 1 |
| 90 | Relief Valve Adjusting Screw | 2237 | 1 |
| 91 | Relief Valve Spring | 893 | 1 |
| 92 | Ball Retainer | 892 | 1 |
| 93 | Ball Valve (Ø 1/4”) | 918 | 1 |
| 94 | Relief Valve Seat | 891 | 1 |
| 95 | Check Valve Spring | 579 | 1 |
| 96 | Check Valve Spring | 890 | 1 |
| 97 | Ball Valve (Ø 1/2”) | 586 | 2 |
| 136 | Pipe Elbow | 1099 | 1 |
| 136* | Pipe Nipple | 44157 | 1 |
| 145 | Tube Elbow | 1252 | 1 |
| 147 | Tube Elbow (3/8”) | 1248 | 3 |
Additional parts used with double pump presses not illustrated:
| Item | Part Description | Model 6-450 | Qty |
| 115 | Pump | 63453 | 1 |
| 139 | Tube Fitting | 597 | 5 |
| 149 | Tube Tee | 1249 | 1 |
| 150 | Tube Tee | 7693 | 1 |
| 151 | Tube Assembly | 701727 | 1 |
| 152 | Straight Fitting | 1251 | 1 |
| 153 | Tube Assembly | 701729 | 1 |
| 154 | Straight Fitting | 1247 | 1 |
| 155 | Tube Assembly | 701730 | 1 |
Please contact factory for current prices.
ORDERING INFORMATION
Parts are available for direct purchase from Dake or through a distributor. When placing a parts order, you will need to provide the part number, name of part, and model number. All parts shipped F.O.B. Factory in Grand Haven, MI.



















