
![]()

 FT2000UNIV Feed Tap Drilling Machine Complete Kit
FT2000UNIV Feed Tap Drilling Machine Complete Kit
Instruction Manual
FT2000UNIV Feed Tap Drilling Machine Complete Kit
SAVE THESE INSTRUCTIONS!
CAUTION:![]()
Hazards exist when drilling into pressurized pipe. Hazards also exist when drilling into unpressurized pipe as it could fail when it becomes pressurized. If the tapping process
is performed improperly, C900 and other PVC pipe can split longitudinally. To minimize the risks when performing the tap, apply minimum feed force to the shell cutter and
always use sharp shell cutters.
Note: Use correctly sized saddles and evenly tighten each clamp nut and torque the nuts to values recommended by the saddle manufacturer. If tapping into PVC or PE,make sure the tapping saddles are made for use with plastic and provide full circumferential support.
MAKE SURE drill is set in non-hammer mode.
DO NOT USE impact type drills.
DO NOT USE on natural gas or petroleum piping.
Assembly of Feed Tap™
Arbor Instructions:
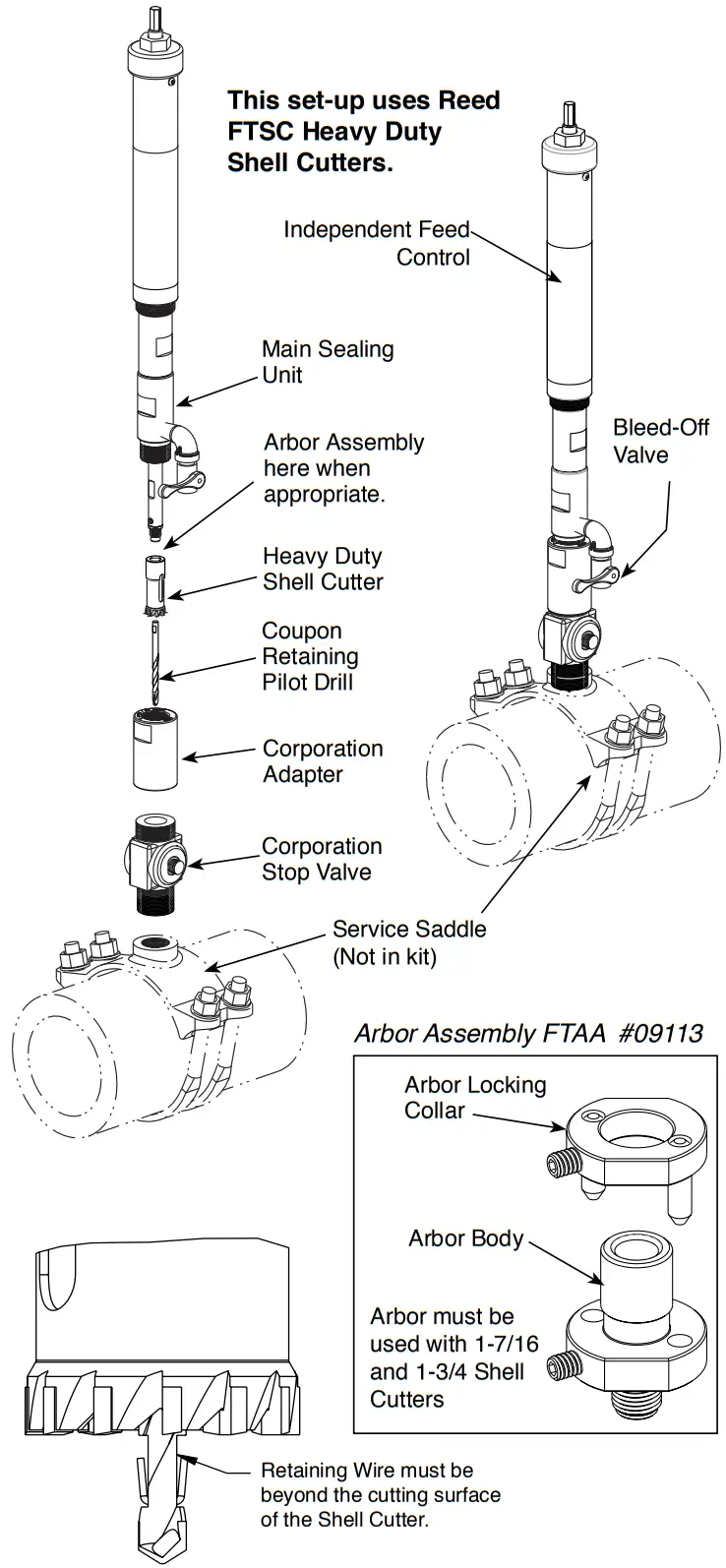
Arbor attaches directly to the end of the shaft, then the Pilot Drill and Shell Cutter attach to the Arbor. Attach the pilot drill by aligning the flat that is ma- chined onto it, then tighten the set screw. Next thread the shell cutter onto the arbor until it snugs down onto the o-ring, align the locking holes, then slide the arbor locking collar into place and tighten the set screw. the Feed Tap prior to backing out the tool from the pipe. Do not reverse the drill motor direction and use it to back the tool out of the pipe. Doing so could cause the tools on the end of the boring bar to unscrew and drop off.
B. Turn off the corporation stop and the Feed Tap™ can be removed by disassembling the corporation adapter from the corporation stop valve.
C. Remove coupon from shell cutter.
- Remove the Coupon Retaining Pilot Drill Bit by loosening the set screw.
- Use a screwdriver in the slot of the Shell Cutter to remove the coupon if necessary.
WARNING: The coupon will not come off over the end of the pilot drill bit. Doing so will damage the integrity of the wire coupon retainer. The pilot drill must be removed in order to remove the coupon from the tool. It is not recommended to use a coupon retaining pilot drill that has signs of damage. D. Further disassemble the Feed Tap™ as needed to fit in carrying case.
HELPFUL HINT:
A. If wobbling occurs while drilling:
- Loosen the drill chuck from the shaft and reconnect. Typically the chuck jaws are not aligned with the shaft flats.
- Replace shell cutter if wobbling continues.
NOTES:
- When removing the shell cutter from the boring bar, grip onto the base of shell cutter with pliers. Gripping onto the shell cutter in the middle of the body or near the utting end could distort it, causing it to work improperly.
- Do not use shell cutters or pilot drills that have missing, worn or dull carbide.
- Operator may use tapping compound (REED TMTC, TMTC6 food-grade compound) on shell cutters for HDPE to help reduce heat and to make a smoother cut.
Go to page 5 for TOOL CARE AND MAINTENANCE
OPTIONAL OPERATING INSTRUCTIONS WHEN USING MAGNETIC COUPON RETAINERS:
WARNING: The maximum operating pressure for this tool is 200 psi.
- Select proper tools necessary to perform the tap.
A. Corporation stop
B. Shell Cutter size to match corporation stop
• Arbor must be used with 1-7/16” and 1-3/4” Shell Cutters
C. Proper size service saddles for ductile iron/cast iron
D. Magnetic Coupon Retainers
E. Feed Tap™
F. Any other necessary accessories to meet operating requirements
G. Appropriate Personal Protective Equipment (PPE)
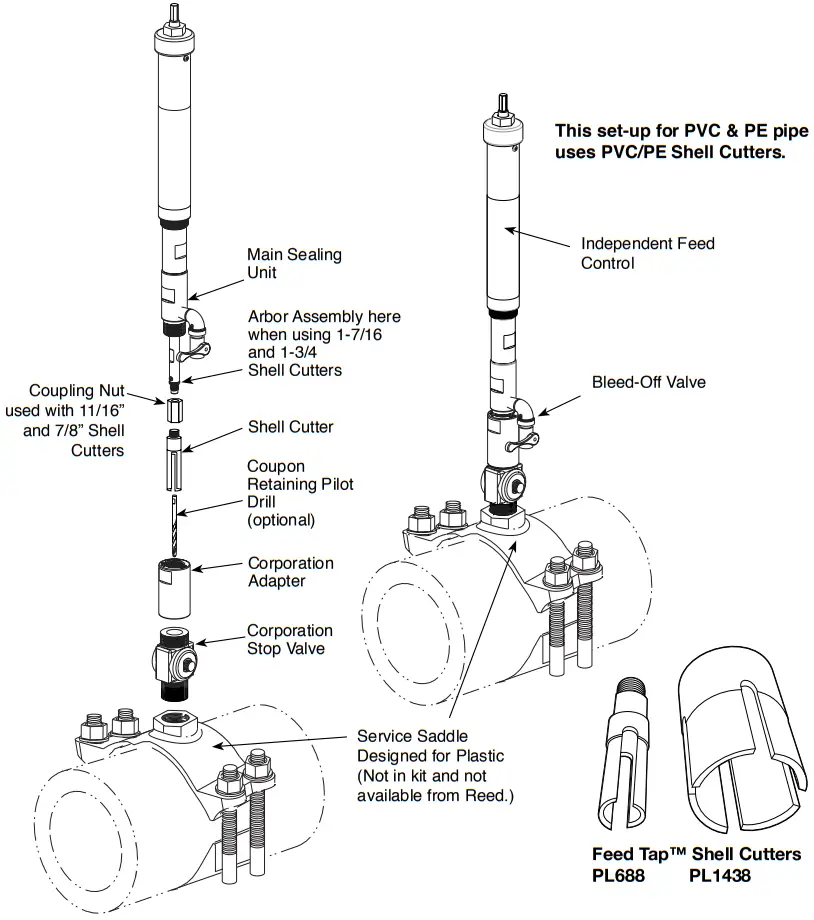
Assembly of Feed Tap™ for Plastic Only.
FTP2000UNIV #09168
*Includes Ratchet Wrench and Socket NOTE: Absolutely no power tools are to be used to turn Feed Tap™ machines to cut PVC and similar plastic pipe.
NOTE: Absolutely no power tools are to be used to turn Feed Tap™ machines to cut PVC and similar plastic pipe. Attach coupling nut to shell cutter.
Attach coupling nut to shell cutter.
Assemble Feed Tap™ to the pipe.
A. Clean area of pipe where drilling will occur. On ductile iron and cast iron pipe use a Reed DS12 or DS36 Descaler.
B. Place service saddle on the pipe and tighten down.
C. Attach the appropriate corporation stop valve to the service saddle.
D. Assemble the Feed Tap™ with the correct size corporation adapter, pilot drill, shell cutter, and magnetic coupon retainer. For optimum thread life, use plumber’s thread seal tape on the male threads of the main sealing unit prior to attaching the corporation adapter.
NOTE: The 1” IPS Coupling Nut must be used with the 1” AWWA – 110 Compression Corporation Adapter.
E. Lubricate the teeth of the shell cutter generously with Reed Tapping Compound #98425 or #99139.
F. Lubricate the o-ring inside the corporation adapter with Reed tapping compound. This does not apply to NPT corporation adapters.
G. Attach the Feed Tap™ assembly to the corporation stop. Tighten the corp adapter to the corp stop using the RCORP wrench.
H. Verify corporation stop will shut with pilot drill and shaft retracted.
HELPFUL HINT: Take note of, or measure, the location of the Independent Feed Control so that when you are retracting the cutter back out of the pipe and valve you know how far you have to retract it in order to allow the valve to close. I. Attach the drill motor onto the boring bar of the Feed Tap™ and tighten the chuck. J. Open the bleed-off valveCompleting the Tap
A. Open the corporation stop and the bleed-off valve on the Feed Tap™.
B. Using the independent feed control, bring the tool in contact with the pipe surface. Do not run the drill motor without controlling the independent feed control, by hand, at all times. The feed control can self feed too quickly if it is not controlled constantly by the operator. If it self feeds, the pilot drill could jam into the pipe which would damage or break it. The user must always keep ahold of the indepedent feed control when the boring bar is in motion.
C. Drill through the pipe by rotating the drill clockwise and applying slow steady pressure using the inde- pendent feed, turn in a clockwise direction. Water coming from the bleed-off valve does not indicate the shell cutter has completed its cut. The operator will notice that there is no more resistance when turning the Independent Feed once the shell cutter completes the cut through the pipe wall. OPTIONAL: To use magnets as coupon retainer, place magnets in orientation as shown in diagram. Use 1/4” diameter magnets for 3/4”-1” diameter Shell Cutters. Use 3/8” diameter magnets for 1-7/16” to 1-3/4” diameter. Do not use magnets on shell cutters larger than 1-3/4” diameter.
OPTIONAL: To use magnets as coupon retainer, place magnets in orientation as shown in diagram. Use 1/4” diameter magnets for 3/4”-1” diameter Shell Cutters. Use 3/8” diameter magnets for 1-7/16” to 1-3/4” diameter. Do not use magnets on shell cutters larger than 1-3/4” diameter.
NOTE: The slow speed setting on the drill motor is recommended. This gives the user the best control of the tool and is best for the longevity of the carbide shell cutters and pilot drill. Higher speeds will create excessive heat and also dislodge magnets resulting in lost coupon.
WARNING: Give the feed screw a couple extra turns to ensure that the shell cutter has completely cut through the pipe wall. If the coupon is not completely cut, it could strip off the coupon retaining magnet when retracting the shell cutter back out of the pipe.Tool Removal and Storage Refer to page 3-4 for details.
TOOL CARE AND MAINTENANCE • The o-ring should be lubricated regularly with grease. Reed Tapping Compound may be used for this purpose. Lubricate the o-ring by disassembling the Main Sealing Unitfrom the Feed Screw using the wrench flats. Apply grease to the shaft and o-ring and reassemble. It is not necessary to completely take the Main Sealing Unit off the Boring Bar (Shaft). If it is necessary to remove the Main Sealing Unit from the Boring Bar, the following items must be removed first: any Shell Cutters, any Magnetic Coupon Retainers, thePilot Drill Bit, and the Threaded Washer on the end of the Boring Bar. Also make sure that the Set Screw that holds in the Pilot Drill Bit is either removed or screwed in so that it isnot sticking out beyond the surface of the shaft.
• Keep the threads on the independent feed nut and screw clean. Buildup in the threads will cause wear and make the tool difficultto use. If cleaning is needed, use a soft bristle brush and water.
• Water and mud on moving parts can cause corrosion andresult in feeding problems. Keep machine clean and lubricated to help eliminate problems.
• Magnetic Coupon Retainers should be wiped clean after use.
 NOTE: Absolutely no power tools are to be used to turn Feed Tap™ machines to cut PVC and similar plastic pipe.
NOTE: Absolutely no power tools are to be used to turn Feed Tap™ machines to cut PVC and similar plastic pipe. Attach coupling nut to shell cutter.
Attach coupling nut to shell cutter.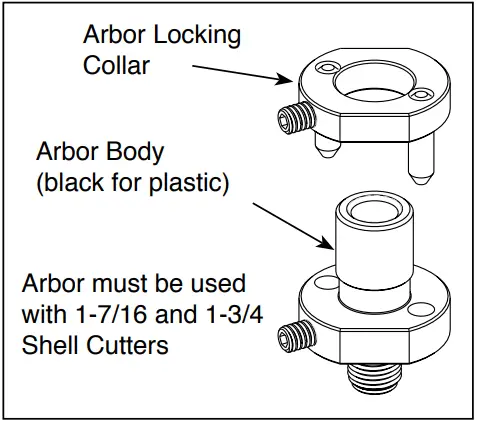
 OPTIONAL: To use magnets as coupon retainer, place magnets in orientation as shown in diagram. Use 1/4” diameter magnets for 3/4”-1” diameter Shell Cutters. Use 3/8” diameter magnets for 1-7/16” to 1-3/4” diameter. Do not use magnets on shell cutters larger than 1-3/4” diameter.
OPTIONAL: To use magnets as coupon retainer, place magnets in orientation as shown in diagram. Use 1/4” diameter magnets for 3/4”-1” diameter Shell Cutters. Use 3/8” diameter magnets for 1-7/16” to 1-3/4” diameter. Do not use magnets on shell cutters larger than 1-3/4” diameter.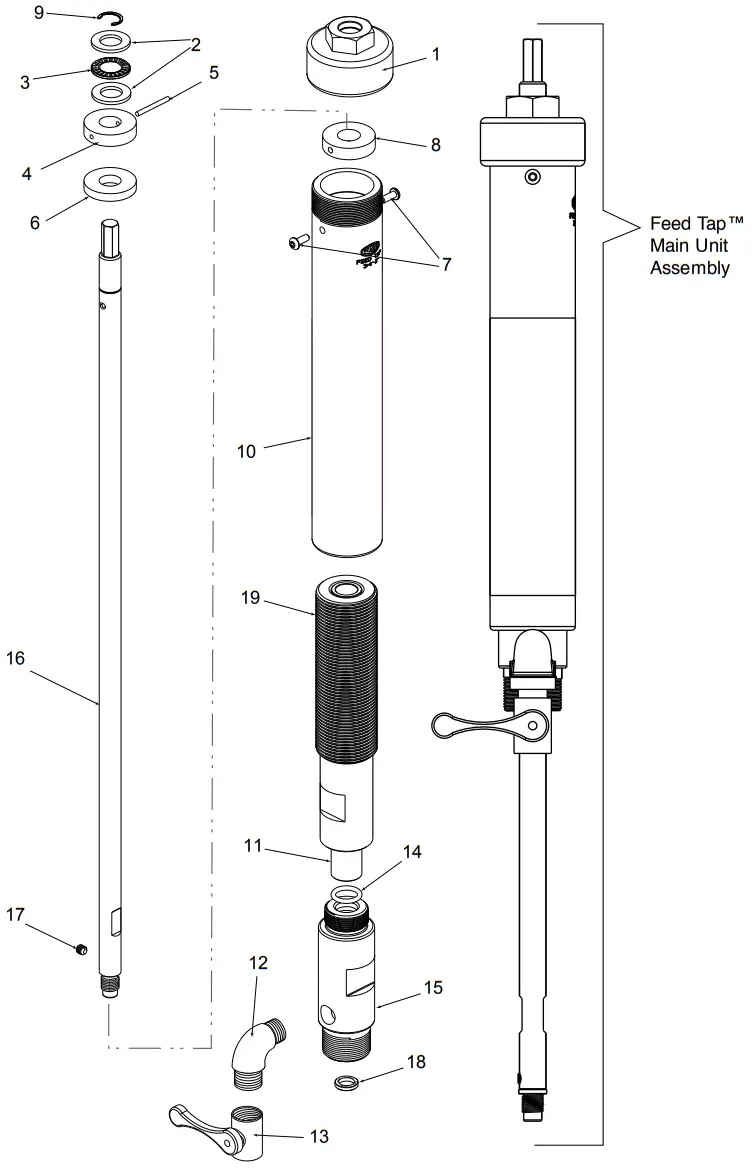
| ITEM | DESCRIPTION | ITEM CODE QTY. |
| 1 | FEED NUT CAP ASSEMBLY | 992721 |
| 2 | BEARING THRUST WASHER | 491612 |
| 3 | NEEDLE THRUST BEARING | 491601 |
| 4 | FEED THRUST WASHER | 991621 |
| 5 | HEAVY NATURAL SPIROL PIN | 300001 |
| 6 | RULAN BEARING WASHER | 491631 |
| 7 | LG BUTTON HD SOC CAP SCR | 391612 |
| 8 | RETRACTION THRUST WASHER | 991631 |
| 9 | BEARING RETAINING RING | 491621 |
| 10 | FEED NUT | 992611 |
| 11 | BRONZE BEARING | 991031 |
| 12 | 90° STREET ELBOW | 491421 |
| 13 | BALL VALVE | 481611 |
| 14 | 0-RING | 391191 |
| 15 | CYLINDER | 991021 |
| 16 | BORING BAR | 992601 |
| 17 | LG HALF DOG POINT | 364621 |
| 18 | THREADED WASHER | 991011 |
| 19 | FEED SCREW ASSEMBLY | 992741 |
Corporation Adapters
| Cat. No. | Item Code | Description |
| FT75CC110 | 9170 | 3/4″ AWWA and 110 Comp |
| FT100CC110 | 9171 | 1″ AVVVVA and 110 Comp |
| FT150 | 9172 | 1-1/2″ AVVVVA |
| FT200 | 9174 | 2″ AWWA |
| FT150110 | 9173 | 1-1/2″ 110 Comp |
| FT200110 | 9175 | 2″ 110 Comp |
| DMCA100IPS* | 98499 | 1″ IPS |
| FT75NPT | 99117 | 3/4″ NPT |
| FT100NPT | 99118 | 1″NPT |
| FT150NPT | 99109 | 1-1/2″ NPT |
| FT200NPT | 99112 | 2″NPT |
*Requires #09171 adapter.
Heavy-Duty Shell Cutters
Shell cutters cut up to 2” deep and fit most standard arbors and competitive machines. Cut cast iron, ductile iron and PVC. The attachment thread is 1/2 – 20.
Each tooth has carbide inserts which long outlast bi-metal teeth.
| Cat. No. | Item Code | Shell Cutter Size Inches* |
| FTSC688 | 99132 | 11/16 |
| FTSC875 | 99134 | 7/8 |
| FTSC1438 | 99137 | 1/7/16 |
| FTSC1750 | 99138 | 1-3/4 |
*Check manufacturer’s fitting specifications for proper hole diameter.
PVC/PE Shell Cutters
- Tool steel is heat-treated for optimum toughness and wear resistance.
- Flute design offers easy cutting and constant coupon retention.
- Cut PE & PVC.
| Cat. No. | Item Code | Shell | Nom. Corp. |
| Size in | Size in.* | ||
| PL688 | 4385 | 11/16 | 3/4″ |
| PL875 | 4386 | 7/8 | 1″ |
| PL1438 | 4387 | 1/7/16 | 1-1/2″ |
| PL1750 | 4392 | 1-3/4 | 2″ |
*Check manufacturer’s fitting specifications for proper hole diameter.
Miscellaneous
| Cat. No. | Item Code | Description |
| FTPLAA | 4423 | Adapter used with 1-1/2″ & 2″ PVC/PE Shell Cutters |
| CSO1RTCH | 40232 | Ratchet Wrench |
| FTAA | 9113 | Arbor Assembly used with 1-7/16 & 1-3/4 FTSC Shell Cutters |
| FTPSAA | 94198 | Adapter used with 3/4″ & 1″ PVC/PE Shell Cutters |
| CRPD25 | 99129 | 1/4″ diameter Carbide Tipped Coupon Retaining Drill Bit |
| FTSA1/2 | 48207 | Socket Adapter, 1/2″ Drive |
| SCKT1/2 | 48208 | 7/16″ Socket, 1/2″ Drive |
![]()
REED Warranty
REED will repair or replace tools with any defects due to faulty materials or workmanship for one (1) year or five (5) years from the date of purchase, as applicable. This warranty does not cover part failure due to tool abuse, misuse, or damage caused where repairs or modifications have been made or attempted by non REED authorized repair technicians. This warranty applies only to REED tools and does not apply to accessories. This warranty applies exclusively to the original purchaser.
One (1) year warranty: Power units for pneumatic, electric, hydraulic and battery-powered tools have a one year warranty. This includes, but is not limited to REED pumps, universal pipe cutter motors, power drives, power bevel tools, threading machines, cordless batteries and chargers. Five (5) year warranty: Any REED tool not specified under the one (1) year warranty above is warrantied under the REED
five (5) year warranty. NO PARTY IS AUTHORIZED TO EXTEND ANY OTHER WARRANTY. NO WARRANTY FOR MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE SHALL APPLY. No warranty claims will be allowed unless the product in question is received freight prepaid at the REED factory. All warranty claims are limited to repair or replacement, at the option of REED, at no charge to the customer. REED is not liable for any damage of any sort, including incidental and consequential damages. This warranty gives you specific legal rights, and you may also have other rights which vary by state, province or country.
Warranty Effective December 1, 2018
 http://videos.reedmfgco.com/feedtap
http://videos.reedmfgco.com/feedtap
![]() REED MANUFACTURING
REED MANUFACTURING
1425 West 8th St. Erie, PA 16502 USA
PHONE: +1-814-452-3691 Fax: +1-814-455-1697
www.reedmfgco.com



















