
![]() HT100 Heat-resistant Resin Instruction
HT100 Heat-resistant Resin Instruction
The Product Description
HT100 is a heat-resistant resin with a heat distortion temperature of 98°C. The prints have extremely high hardness, bending strength and tensile strength. It is resistant to long-term boiling and chemical resistance. It is used for pressing silicone rubber molds or making injection molds.
Material Properties Data
| METHOD | DATA | |
| Viscosity (26G) | ASTM:D4212-10 | 560mpa.s |
| Shore Hardness | ASTM:D2240-05 | 90D |
| Flexural Strength | ASTM: D790-10 | 108MPa |
| Flexural Modulus | ASTM: D790-10 | 2880MPa |
| Tensile Strength | ASTM:D638-14 | 78MPa |
| Elongation at Break | ASTM: 0638-14 | 2.% |
| Notched IZOD | ASTM:D256-10 | 8J/m |
| HDT(0.455Mpa) | ASTM:D648-18 | 98t |
Printing
Printing Settings: Use the standard resin settings of the printer brand you successfully printed as the “Standard Settings” (25-30°C), otherwise, use the default standard resin settings of the printer (or slicer) as the “Standard Settings”. Then follow the following method to set the settings of RESIONE resin according to the “Standard Settings”.
| Standard Settings | HT100 Settings | |
| Layer Height(nun) | 50 | 50 |
| Bottom Exposure Time(s) | A | 1.25″A |
| Exposure Time(s) | 13 | 1. |
| Light-off Delay (s) | I) | 134-I |
| Bottom Lift Distance(mm) | E | E-1-1 |
| Lifting Distance(mm) | F | F+1 |
| Bottom Lift Speed (mm/min) | G | G |
| Lifting Speed (mm/min) | H | I I |
| Retract Speed (mm/min) | I | I |
Note:
a. When the room temperature during printing is 18℃-24℃, change the settings as follows:
Bottom exposure time: (HT100 settings) +15%
Normal exposure time: (HT100 settings) +15%
Light-off Delay time: (HT100 settings) +1s
It is recommended to heat the resin if the printing is still not successful.(The heating temperature is 60-80℃, heating time is 10mins). And it is not recommended for printing at room temperature lower than 18℃
b. The lifting of some printers can be divided into two stages. All the above settings for lifting only for to the first stage. The lifting speed of the first stage is generally very slow, no need to change
*The calculation of the above printing parameters is based on the experimental results of the
RESIONE laboratory and is for reference only
Cleaning and Post-curing
Cleaning: You can use ultrasonic or 3D printing special cleaning machine with the ethanol(concentration≥95%), or IPA to clean for less than 1min. Please use compressed air to dry the prints after cleaning it.
Post-curing: If you use a post-curing box with a power of 40W, our recommended post-curing time is about 60mins (Adjust the post-curing time according to the power of the post-curing box, the greater the power, the shorter the time).
If there is a higher temperature resistance requirement, you can put the prints in boiling water for 10 minutes to make it solidify more fully.

Application Guide
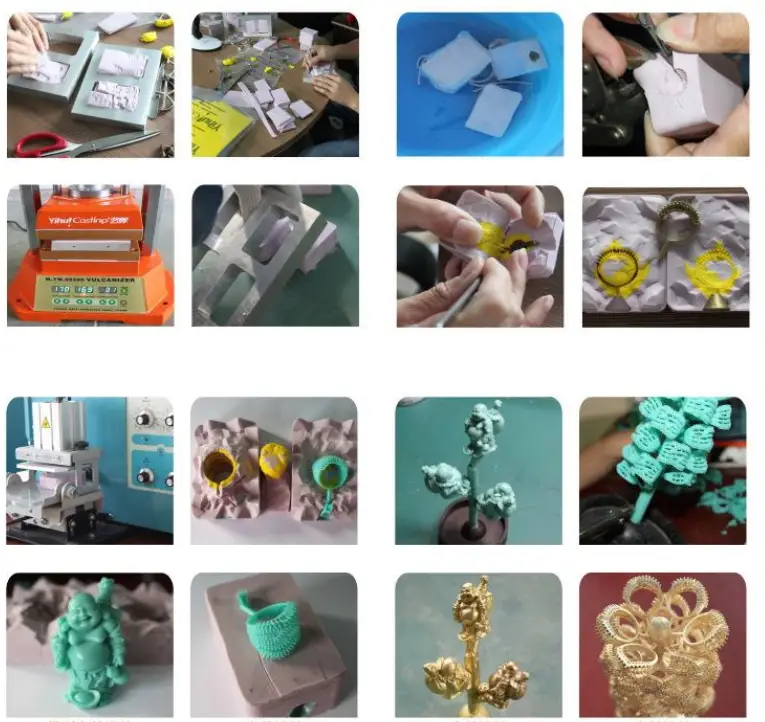
a. Silicone Rubber Molds(As shown below)
b. Used as an injection mold for the following thermoplastics
| Injection material | Mold temperature(℃) |
| PP | 10~60 |
| PS | Oct-80 |
| ABS | 50~80 |
| PMMA | 40-90 |
| PC | 80-120 |
| PA66 | 40-120 |
c. Other Application
- Test in outdoor conditions or high temperature gas/liquid environment
- Carbon fiber mold
- Metallized surface treatment such as electroplating
- Automotive interior
- Heat-resistant parts of electrical or power equipment
- Fixture For more questions, please contact [email protected]
![]()


















